“So the platform [300 Norma MRAD with +2,500 rounds] is not ideal. The weapon has issues with plastic parts and ergonomics; however, the barrel has performed better than any barrel I have used or shot against. Every person that shoots with me or against me is looking to see how to get their hands on one. With the 300 Norma, heat mirage is non-existent with your barrel and it gives me better clarity on the 1,000m plus shots. So, to answer your question, the rifle performs because of the barrel (….) I am standing very strong behind the barrel and its advantages.”

Follow-up – “I have been running my Structured Barrel for approximately 5-mo, and I’m pleased to say it has lived up to what I expected from a high-end, precision rifle barrel. When I was first introduced to the barrel, I was extremely skeptical and, like most, I had my doubts (….) That being said, I moved forward at this point with two barrels. One in my personal rifle chambered in 6mmCM and the other in a 300 Norma. I choose the 6mmCM, because I wanted a round I could compete, but also test the barrel life experience.
So far, I have completed multiple sniper matches at the highest level, and I am truly impressed. The recoil impulse as well as the heat dispersion is unparalleled. It only became apparent to me after shooting it. It’s one thing to explain to people – the different feel – and another to just put them behind the rifle for the experience. Anyone who has shot a polymer pistol and for the first time ever racked the slide on a custom 2011 will know the difference. The feel can only be explained by experience.
The barrel helped me and my sniper partner win the Army vs. Marine Grudge Match, and tie for third place overall at the Major Land Sniper Cup. This barrel has continued to play a huge role to my success and I can’t recommend them enough. During the course of fire, I have subjected the barrel to multiple high strings of 10-12 round groups with zero drift or displacement. This was confirmed on a match this past weekend, when I shot two 5-round groups into a target, then a 5-round group into a half-MOA square under the timer. Every round stayed well within the half-MOA square. Out to distance, once all the data is put in the Kestrel, it always tracks and lines up with my holds. I have no doubt in my mind when I take the shot that everything is doing what it was designed to do. This freedom gives me more time to concentrate on stage plan or whatever gear I need to prepare for the upcoming stage.
I have currently settled on a hand-load, strictly for velocity. It seems the barrel couldn’t care less what powder charge or bullet I use. It just flat out shoots them all same hole. Makes load development a thing of the past, and gives me more rounds during competition and less at a zero target under a chronograph.”
“I now have 2 Structured Barrels with almost 1,000 rounds on them each. There are 3 things I believe to be particularly useful that I observed with my first barrel. They were enough to talk me into a second barrel, and my observations were still true.
Harmonics – The barrels does not seem to have any harmonic nodes. Which was the most surprising thing to me. I was able to zero the rifle and test ammo, all ammo of varying bullet weights and velocities, all grouped in the same POI. Also, I could never get a 90gr A-tip to fly right until I got your barrel.
Heat – The barrel never gets hot under normal shooting conditions. There have been a few competitions where I had to fire 20-rounds in a 2-minute engagement, and the barrel is still cool enough to grab. My partner’s barrel was untouchable for 15 minutes under the same conditions. The Structured Barrels also seem to cool faster.
Weight – They look like big, meat barrels, but they’re actually quite light for their size. I have shorter and smaller profile barrels that weight almost 2-lbs more than my Structured Barrels.





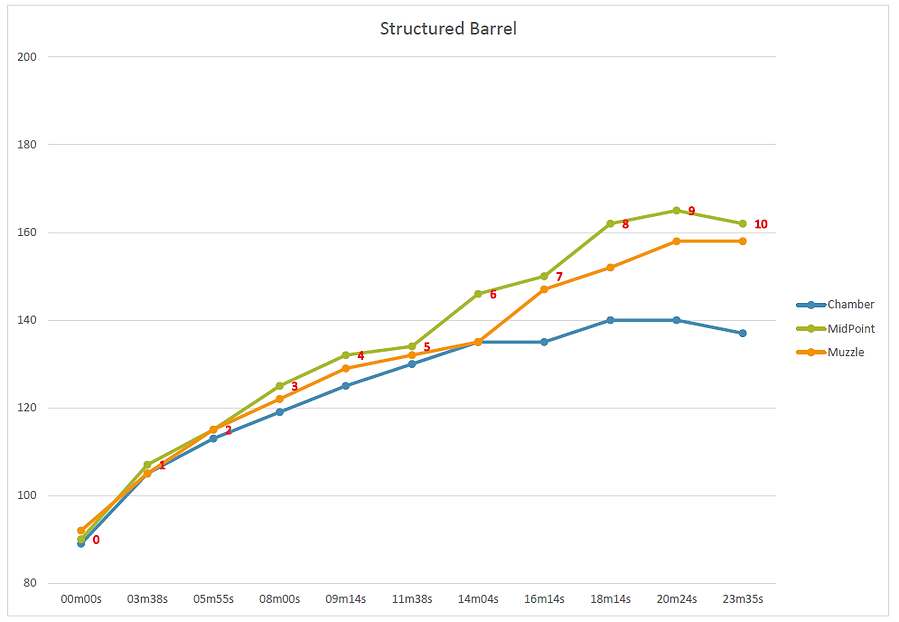
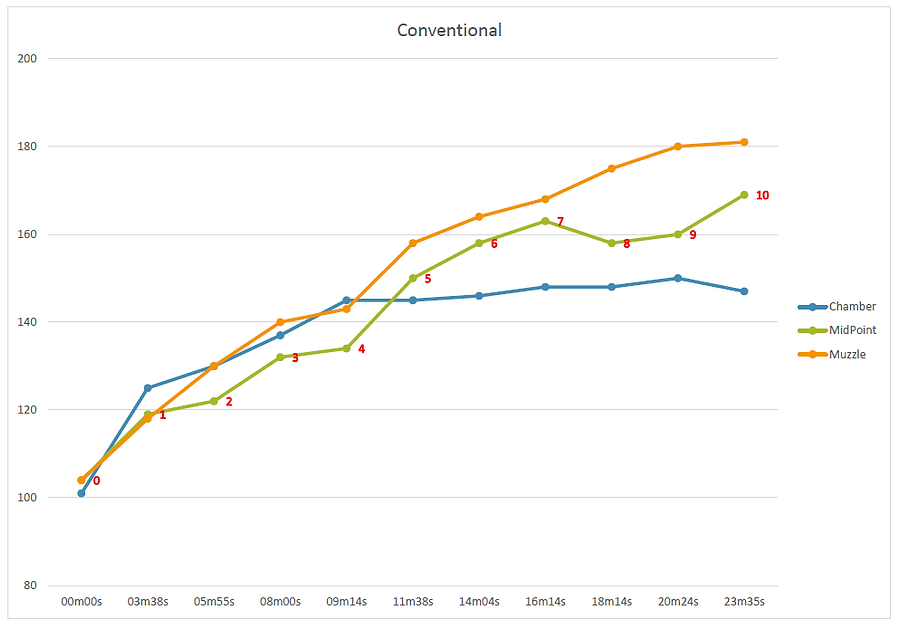
10x 5-Round Strings per Barrel Manufacturer – Total 50 Rounds
Temperature Readings of a conventional barrel
Temperature Readings of a Structured Barrel